一.什么是控制计划 ?

控制计划是一份用以描述生产作业工艺流程并定义确保制造出高质量产品的控制方法的文件。
控制计划在整个产品寿命周期中使用,它是动态文件,反映当前使用的控制方法和测量系统。
不同的企业也称QC工程图或制造管理工程图。
控制计划是APQP重要输出。
控制计划主要针对产品/过程特殊特性的控制。
控制计划主要是指产品生产过程中需要控制的各种特性,包括关键特性CC,特殊特性SC,其他普通特性。
关键特性CC(Critical Characteristics),是指在产品加工过程中对产品主要使用功能、或者安全状况有重要影响,但可通过反复检查能够控制其质量的特性。
强调两点:
一是对产品主要使用功能、或者安全状况有重要影响的特性,RPN高;
二是可直接检查能够控制的特性。
特殊特性SC(Special Characteristics),是不能通过监视和测量或不易监视和测量(如破坏性或测量成本较高)获得结果,只能通过后期使用或破坏性试验才能掌握其质量是否符合要求的特性。
这里强调两点:
一是对产品主要使用功能、或者安全状况有重要影响的特性,RPN高
二是不易直接检查能够控制的特性。关注公众号:质量教育学堂。
所以,我们可以看出,主要差别点在是否可直接能通过监视和测量的方式控制。
二.控制计划的构成?
它由以下几列组成:控制对象,所属工步,是否SC/CC?,采用设备、工装,控制方法,检测频率,备注等。
在手工样品和量产过程中都需要用到控制计划,手工样件CP相对比较简单;量产CP必须严格。

三.控制计划的要求?
1.控制计划是指受控产品和过程事先的书面描述,也称为质量控制计划。
2.公司编写文件的重点在于表明产品的重要性和工艺要求,每种产品都应编制控制计划,但在许多情况下,“系列”产品控制计划包括了在相同过程中的许多产品。
3.顾客对控制计划一般要求在设计开发后、试生产前、生产件提交后(批产前),由相关部门进行批准。
4.控制计划必须按照DFMEA+PFMEA来编写,工艺流程和工艺卡片必须按照控制计划编写。

四.如何编写控制计划?
1、控制计划表的格式
1.1、如顾客未书面规定,控制计划采用APQP手册规定格式。(如客户有指定或提供则使用其).
1.2、如顾客未要求提供控制计划,则一个单一的控制计划可以适用于相同过程、相同原材料生产出来的同一个系列的产品(如:同一产品的不同规格)。当顾客有要求时,则须提供一份单一的控制计划。
2、控制计划相应栏目应按如下要求填写和制定。
2.1、样件、试生产、生产选择控制计划分类,根据所加工产品的不同过程时期的控制计划,在分类前的方框内打上“√”符号。
2.2、控制计划编号:填入控制计划编号。具体按《文件管制程序》要求编号。
2.3、零件号/最新更改水准:填入被控制产品的图号。如有更改,可填入源于图样规范的最近修改时间。
2.4、零件名称/描述:填入被控制产品的名称及控制过程的名称。
2.5、供方/工厂:填入制定控制计划的公司名称。
2.6、供方代号:填入由顾客给定的识别码,若顾客没有给定,则不填。
2.7、主要联系人/电话:填写主要负责人的电话号码。
2.8、项目小组: 填入负责制定控制计划最终版本的所有人员的姓名、部门和联系电话号码,若填写不下,可附页。
2.9、编制日期:填入首次编制控制计划的日期。
2.10、修订日期:填入最近修订控制计划的日期。
2.11、组织/工厂批准/日期: 控制计划由品质保证责任者批准,并填入姓名和批准日期
2.12、顾客工程批准/日期:顾客要求时,由顾客工程部门批准填入。
2.13、顾客品质批准日期:顾客要求时,由顾客品质部门批准填入。
2.14、其它批准日期:如有其它要求时,则由其它人员批准填入。
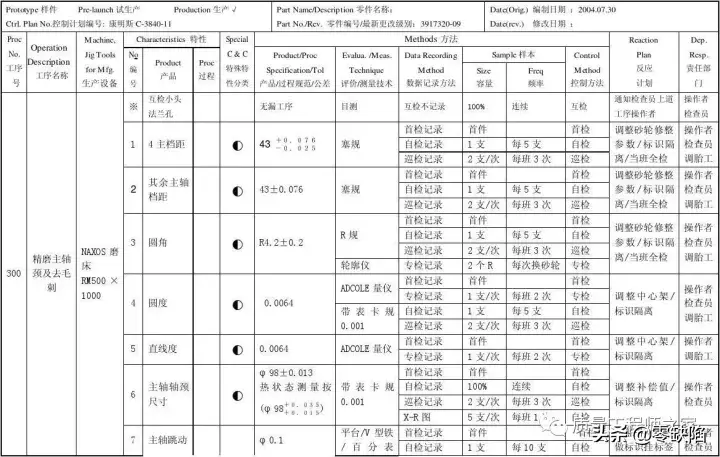
2.15、零件或过程号:填入加工过程名称和编号
2.16、过程名称操作描述:填入加工过程描述。
2.17、生产设备、工装、夹具:每一过程所使用的生产设备和每一过程所使用的生产设备和重要的工装夹具或工具。
2.18、特性编号:对每一过程中的产品特性和过程特性分别按顺序编号。
2.19、产品特性:在产品的技术文件(包括标准、检验规范)中所规定的产品检测项目。
2.20、过程特性:列出影响产品特性的所有重要过程参数。
2.21、重要度等级:填入顾客指定的特殊特性符号和公司规定的特殊特性符号。参见《产品先期策划管制程序》。
2.22、产品/过程规范/公差:对于单个产品的控制计划,该栏填入具体的技术要求。若对于一个系列的控制计划而言,允许填入共性的技术要求,具体的数值可不填。
2.23、评价/测量技术:标明测量所使用的通用量具、专用检具等,在使用前应作稳定性和精度分析、 评价、改进,以不断适应本过程品质要求。
2.24、样本容量/频率:当需要取样时,列出相应的样本大小和控制的频次。
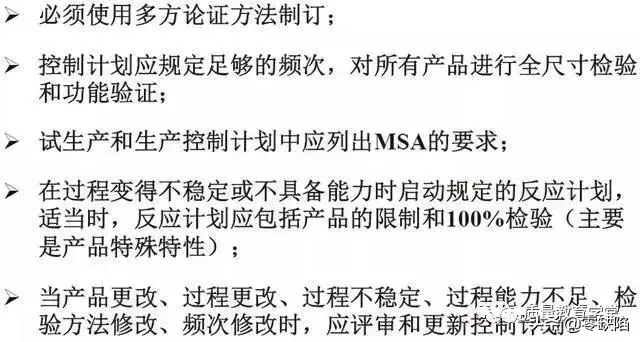
2.25、控制方法:描述对操作应怎样进行控制的方法,通过对过程的有效分析可采用统计技术(如:控制图),检验(首检、自检、过程检)记录等来对操作进行控制。如使用复杂的控制程序,在该栏中填入控制文件编号。规定为避免生产不合格品或操作失控所需要的纠正措施。纠正措施一般由操作人员、检验人员等执行。对预防措施应作文件化的规定。在所有情况下,可疑或不合格的产品应清晰标识,并隔离和处理。
2.26、反应计划
3、控制计划的实施和管理
3.1、控制计划制定完成经批准后,按《文件管制程序》的分发规定分发给相关部门。
3.2、对于系列产品的控制计划在发生下述情况时,应评审和更新控制计划,其更改办法按《工程变更管制程序》执行。
3.2.1、过程更改
3.2.2、检验方法、频次等修订
3.2.3、过程不稳定
3.2.4、过程能力不足
3.2.5、对于单一产品的控制计划,除在以上情况下需对控制计划进行评审和更新外,在产品有更改时也需要对控制计划进行评审和更新。